
Для печати на 3D принтерах с FDM технологией печати, существуют несколько типов материалов. Основные из них, это PLA пластик (Полилактид) и ABS пластик (Акрилонитрилбутадиенстирол). По своим характеристикам данные пластики очень похожи и обычный обыватель не сможет отличить их как на вид, так и на ощупь. У каждого из этих пластиков есть преимущества и недостатки, о которых мы подробно писали отдельно.
Каждый пользователь 3D принтера знает, что печатать PLA пластиком очень легко. Он не требует подогреваемой платформы, высоких температур экструзии, при активном охлаждении позволяет получить мелкие, но жесткие объекты. Повышенная вязкость при нагреве обеспечивает лучшее сцепление между слоями и т. п. PLA пластик не выделяет неприятного запаха при нагреве и печати на 3D принтере. Но для многих пользователей 3D принтеров, рано, или поздно, встает задача напечатать модель из ABS пластика. Напомним, что по сравнению с PLA, ABS обладает большей эластичностью, модель из ABS можно шлифовать, при обработке парами ацетона, модель из ABS пластика приобретает гладкую глянцевую поверхность. Но печать ABS пластиком требует точных настроек 3D принтера и обязательно подогреваемую платформу для лучшего прилипания модели (адгезии).
В данной статье мы расскажем, как правильно настроить и подготовить 3D принтеры Ultimaker 2, Ultimaker 2 Extended и Ulimaker Original для печати ABS пластиком. Примеры настройки характеристик печати производятся в программе CURA v15.06.03, рекомендованной производителем. Полностью русскую версию программы вы можете скачать с нашего сайта, перейдя по ссылке.
Мы не будем останавливаться на калибровке стола и настройки качества печати. Процедура калибровки стола на 3D принтерах Ultimaker очень простая, подробно описана в инструкции пользователя и не требует глубоких технических знаний. Настройка качества индивидуальная и зависит от пользователя.
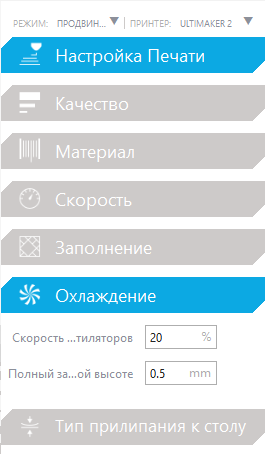
Предварительно настройки нужно переключить с простого на «продвинутый режим».
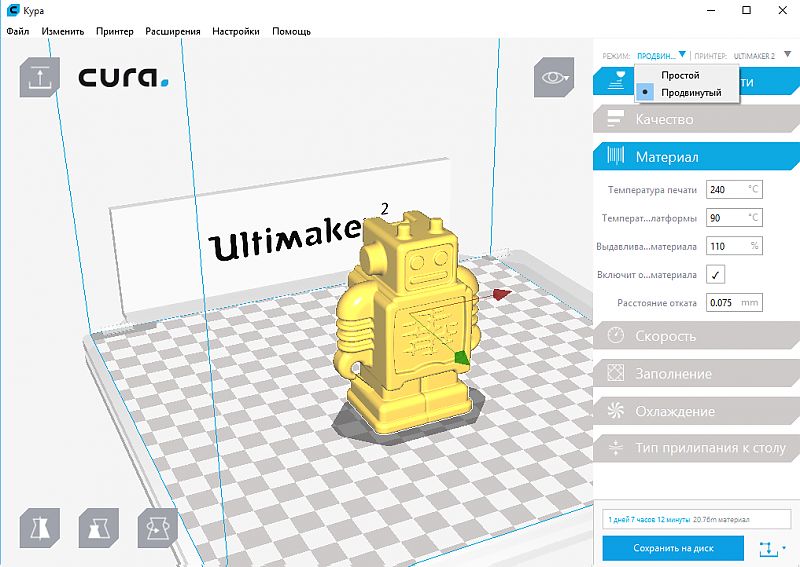
В настройках программы выделить все необходимые характеристики.
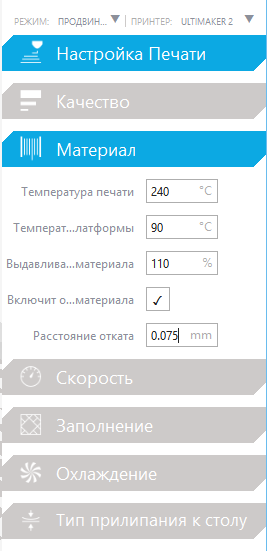
Материал.
В настройках материала, установите температуру экструдера 230-240 °C. Как правило, на катушке пластика указана рекомендованная температура печати (экструзии)
Температура платформы 90 °C
Выдавливание материала — 107%-110%
Откат материала — включить
Расстояние отката — от 0,075 мм до 0,01 мм
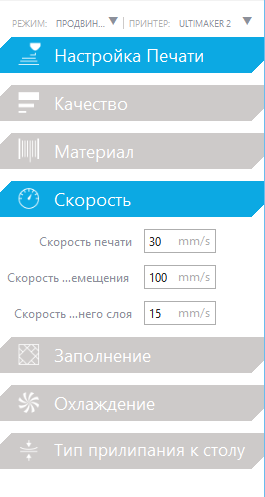
Скорость печати.
При печати ABS мы не рекомендуем выставлять высокую скорость печати и перемещения. Но настройки зависят от сложности модели, если у вас геометрически простая модель и не требуется высокое качество печати, то можете поэкспериментировать и повысить скорость. Единственное мы не рекомендуем повышать скорость печати первого слоя более чем 15 мм/сек.
Скорость печати — 30-40 мм/сек.
Скорость перемещения — не более 100 мм/сек.
Скорость печати нижнего слоя — не более 15 мм/сек.
Настройки заполнения мы так же пропускаем, т. к. они зависят от ваших задач.
Охлаждение.
Для печати ABS пластитом и хорошей адгезии материала к платформе, мы рекомендуем включать охлаждение на определенной высоте от напечатанного первого слоя.
Скорость вентиляторов — не более 20%
Высота включения вентилятора — от 0,1 до 0,5 мм.
С настройками программы все. Но от себя добавим, что в зависимости от производителя ABS пластика, его цвета и температуры окружающей среды. настройки, хоть и незначительно, но могут меняться.
Покрытие стола.
Самая главная и часто возникающая проблема при печати ABS пластиком на 3D принтере, это прилипание (адгезия) к столу принтера. Вышеупомянутыми настройками, мы значительно понизили вероятность отлипания модели от стола, или деформацию стенок модели, но для лучшего результата, рекомендуется подготовить поверхность стола перед печатью.
Для лучшего прилипания модели к столу, мы рекомендуем использовать клей-карандаш который идет в комплекте с любым 3D принтером Ultimaker. Без нагрева стола нанесите на стекло, в зоне печати 2 слоя клея, один строго по вертикали, второй строго по горизонтали. Это наиболее простой способ повысить адгезию.

Но существуют ряд других методов, например:
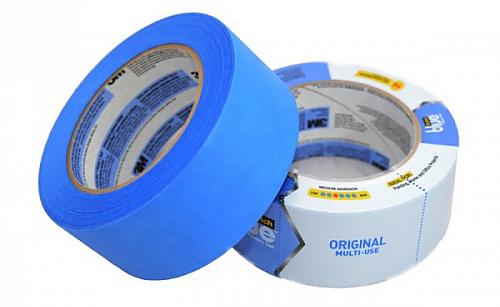
Синий скотч 3М. Данный скотч рекомендован производителем для улучшения прилипания модели к столу и сохранения поверхности стола от повреждений. Можно применять вместе с клеем из комплекта принтера.
Пленка Kapton. Специальная композитная пленка с высокой теплопроводностью и адгезией. Отличается невысокой стоимостью и долговечностью. Требует аккуратности и усидчивости при наклеивании, нужно не допустить остатков пузырьков воздуха между пленкой и поверхностью стола.

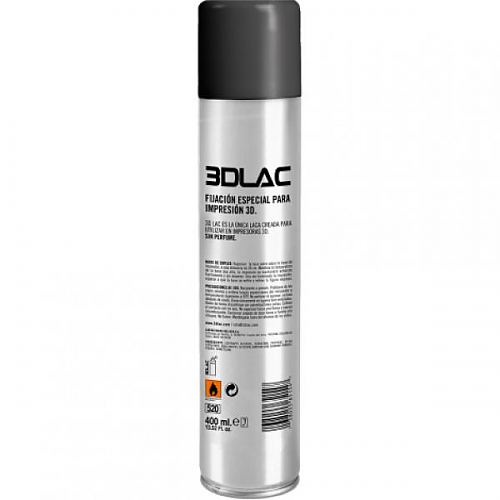
Аэрозольный лак для волос с сильной фиксацией. Один из самых простых методов фиксирования модели на столе печати. Перед печатью просто нанести лак на поверхность. Существует несколько подходящих вариантов лака, но компания Ultimaker рекомендует специальный лак — Lac Impresion 3D (Nelly, Испания).
Раствор ABS пластика и ацетона. Мы рекомендуем распечатать небольшую модель (можно скачать здесь) из ABS пластика, капнуть на стол принтера немного ацетона и равномерно распределить по зоне печати. Пластик вступает в реакцию с ацетоном, плавится и покрывает поверхность стола. Это наиболее действенный метод, но ацетон выделяет неприятный запах при испарении, и мы не рекомендуем его применять в жилых помещениях и в присутствии детей.
После печати, стекло стола необходимо вымыть теплой мыльной водой, или чистящим средством для дисплеев мониторов.
При печати ABS пластиком рекомендуется поддерживать постоянную температуру и влажность внутри помещения где находится 3D принтер Ultimaker.